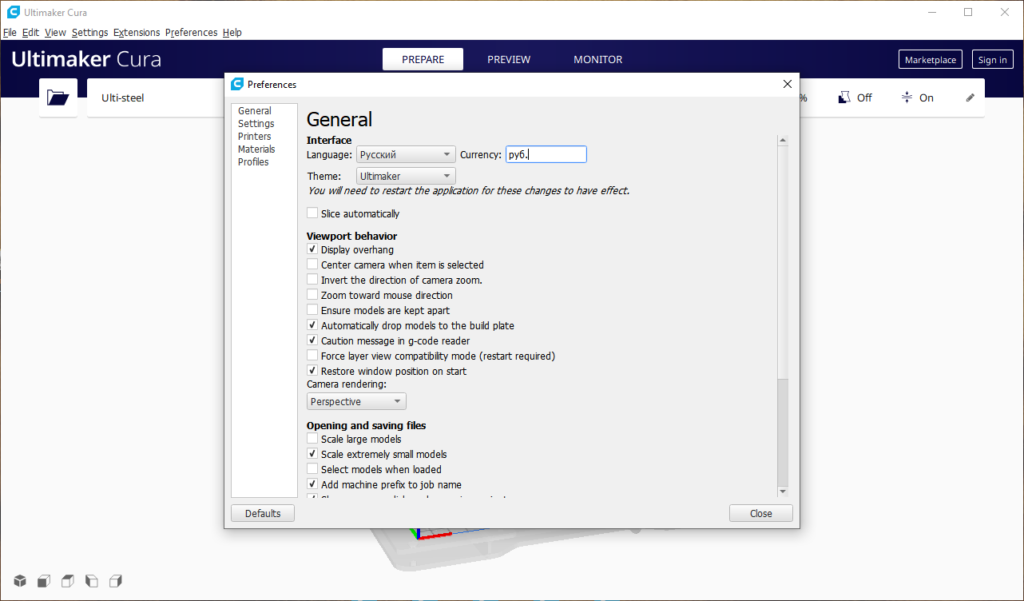
Знакомство с интерфейсом начнем с верхней горизонтальной панели.
- Открыть файл
- Выбор принтера. Если у вас их несколько, можно быстро переключаться между ними
- Выбор типа пластика
- Настройка печати

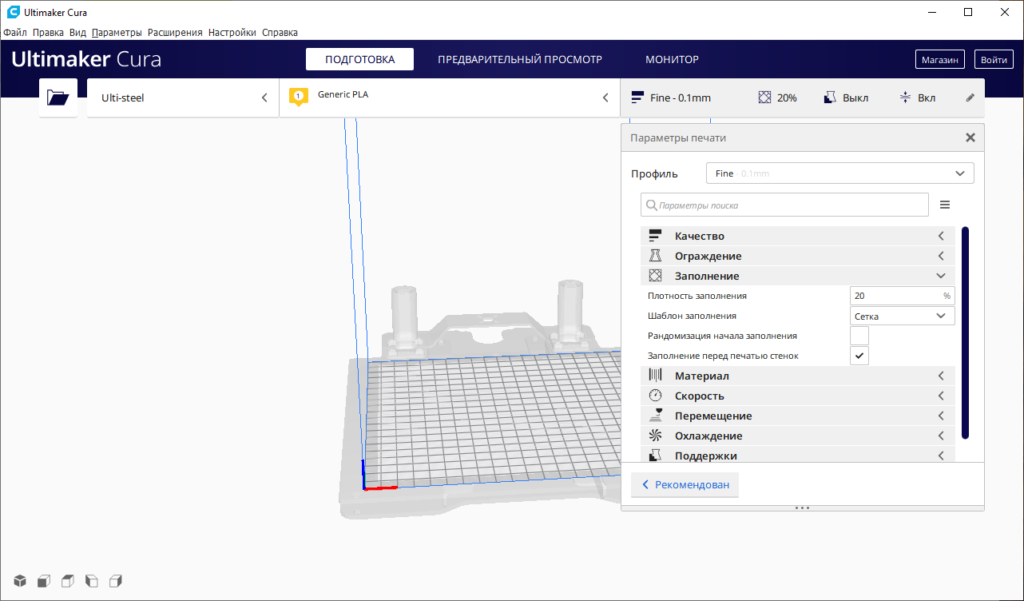
Несмотря на то, что у базовых пластиков должны быть одинаковые настройки печати, часто это не соответствует действительности и необходимо тонко подбирать настройки под каждого производителя. Данный пункт меню позволяет быстро выбрать марку и тип пластика, и применить настройки температуры печати и обдува.

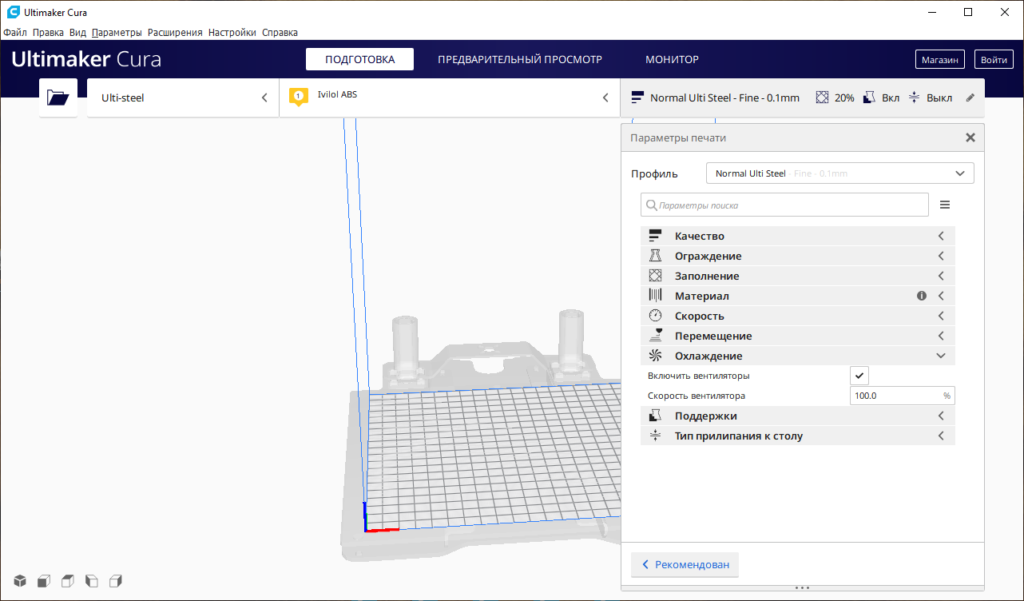
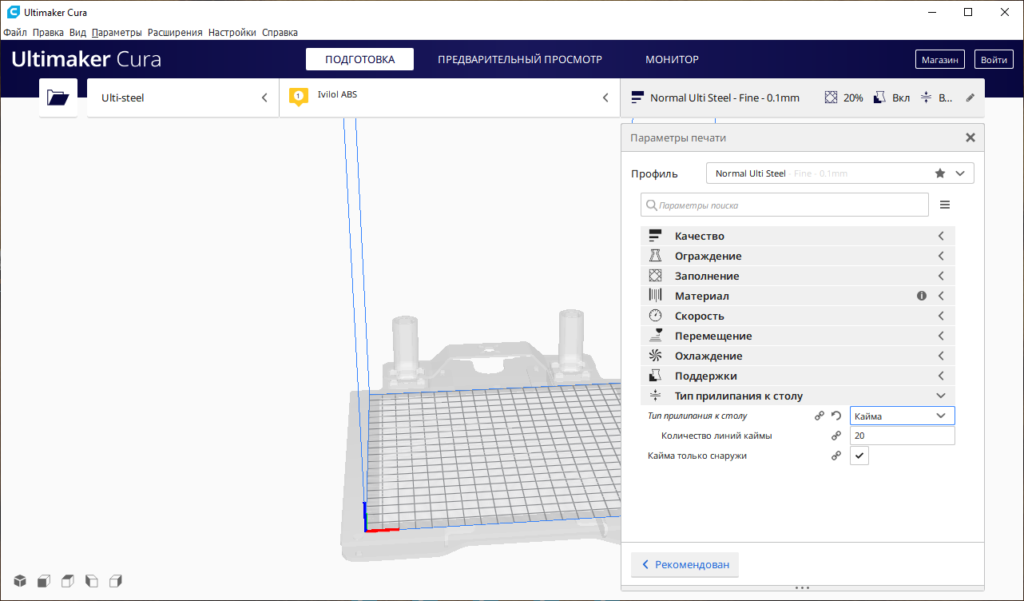
Стандартно параметры печати отображаются в упрощенном виде, но, как показывает опыт, для корректной настройки печати, даже самой простой, их часто не хватает. Поэтому в нижней части окна параметров печати нажмите на кнопку «своё» для отображения всех настроек.


После загрузки 3D модели с левой стороны экрана будет доступна панель редактирования 3D объекта.
Сверху вниз расположены следующие инструменты:
Перемещение объекта. Можно перемещать объект по полю, используя стрелки, вводя координаты либо просто перетаскиванием модели

Далее следует пункт масштабирования. Можно задать в явном виде габарит детали в мм или в процентном соотношении от изначального размера. По стандарту включена опция «Обычное масштабирование» — что означает пропорциональное масштабирование по всем осям сразу.

Следующим пунктом следует вращение модели. Модель поворачивается вокруг одной из трёх осей путем вращения колец. Так же существуют три опции:
- Сброс — возврат модели в исходное положение
- Положить плашмя — когда основание вашей модели расположено под небольшим наклоном к плоскости стола, а вручную выставить хорошее прилегание не получается, воспользуйтесь этой опцией. Cura сама найдет плоскую грань и положит модель на стол с максимальным прилеганием.
- Select face to align to the build plate — выбрать плоскость которая будет ложится на основание стола. Так же удобно использовать для моделей со сложной геометрией

Зеркало. Функция, позволяющая отобразить нашу модель по одной из осей.

После того как мы разместили нашу модель на рабочей платформе, настроили все параметры печати и нажали на кнопку «Нарезка на слои», мы можем посмотреть как будет печататься наша модель, в каких местах генерируются поддержки, нет ли артефактов на модели и т.д. Для этого перейдем в режим «Предварительный просмотр» в самом верхнем горизонтальном меню.
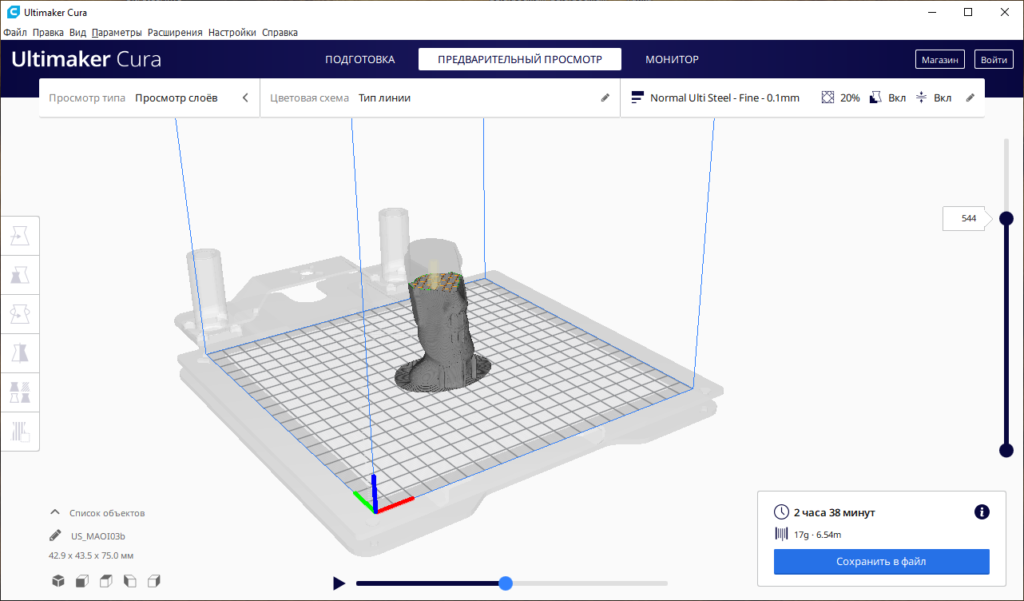
Ползунком справа мы можем выставить отображение любого из слоев, а ползунок внизу экрана позволяет посмотреть движение печатающей головки на каждом слое.
Чтобы более наглядно и красиво отображалась модель в режиме предпросмотра, можно настроить цветовую схему. Для этого в верхнем меню выберите «Цветовая схема», далее в выпадающем списке «Тип линии». Теперь кайма, внешняя и внутренние стенки, а так же заполнение и поддержки будут отображаться разными цветами, что позволит более наглядно рассмотреть модель.